Вопросы:
1. Электролитические покрытия.
2. Выбор вида тока для питания гальванических ванн.
3. Хромирование. Железнение.
4. Вневанные процессы электролитического наращивания
Литература:
Основная:
1. Ремонт машин/ Под ред. Тельнова Н. Ф. — М.: Агропромиздат, 1992 560 с: ил. [с. 156..193]
2. Технология ремонта машин и оборудования. Под общ. ред. И. С. Левитского. Изд.2~е, перераб. и доп. М.: «Колос», 1975. [126..133]
Дополнительная:
1. Ремонт машин/O. I. Сщашенко, О. А. Науменко, А. Я. Полюский та iн.;
За ред. 0.1. Сiдашенка, А. Я. Полiського. -К: Урожай, 1994.- 400с. [128..137]
1. Электролитические покрытия.
Электролитические покрытия применяют для восстановления размеров изношенных деталей, придания их поверхностям высокой твердости и износостойкости и для защиты деталей от коррозии. Принципиальная схема электролитического процесса показана на рисунке 1.
При прохождении постоянного тока через электролит 4 На анодах 1 Происходит растворение металла (переход его в электролит) и выделение кислорода, а на катоде 2 (деталь) — отложение металла и выделение водорода. Аноды изготавливают обычно из такого же металла, какой наносится на деталь (растворимые аноды), или из свинца, Графита (нерастворимые аноды). Электролит представляет собой раствор в дистиллированной воде соединений (чаще вс. о солей) осаждаемого металла. В электролит также вводят разные добавки (кислоты и др.), улучшающие процесс и качество наращенного слоя. Количество осажденного металла в граммах (М) определяется по формуле:
MT=CIt (1)
Где С – электрохимический эквивалент; г/А·ч, I – сила тока, А; t – продолжительность электролиза, час.
Основные показатели режима электролиза:
-кислотность электролита ( г/л или рН)
-температура электролита (°С)
-катодная плотность тока (А/дм2)
Водородный показатель = отрицательному десятичному логарифму концентрации ионов водорода в электролите. рН=lnH-. Измеряют его прибором (потенциомметром или индикаторной бумагой)
Плотность тока D
D=I/S, Dk – катод, Da – анод.
Где I – Потенциал тока, S – Площадь поверхности электрода, дм2, Dk – катодная плотность тока.
Используя полученные зависимомти, можно определить среднюю толщину осаждённого на катоде покрытия (h)
 , [мм]
, [мм]
Где 𝛾 – плотность осаждённого металла г/см3; t0 – время, необходимое для получения покрытия.
При электролизе происходят и побочные процессы, на них затрачивается часть электрической энергии поэтому практически осаждаемого масса металла всегда меньше теоретической. Отношение Мп/Мт – катодный выход металл по току ηк.
Электрохимический эквивалент выражает теоретическое количество металла в граммах, осаждаемого на катоде при прохождении тока в один ампер в течение 1 ч. Качество электролитических покрытий зависит от подготовки поверхности детали, температуры, кислотности и состава электролита, плотности тока на катоде, соотношения площадей катода и анода и ряда других факторов.  (г)
(г)
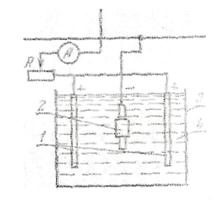
Рис. 1 Схема установки для электролитического осаждения металла: 1 — анод; 2 — катод (деталь); 3 — ванна; 4 — электролит.
Основные показатели режима электролиза
Процесс нанесения электролитических покрытий состоит из ряда последовательных операций, которые можно разделить на три группы: подготовительные, (основные и заключительные).
К подготовительным операциям относятся: механическая обработка
(шлифование, полирование и т. д.) — проводится для устранения искажений геометрической формы у изношенных деталей, придания поверхности определенной чистоты и доведения размеров до требуемой величины с учетом припуска на толщину покрытия; предварительное обезжиривание растворителями; изоляция (закрытие) мест, не подлежащих покрытию, перхлорвиниловой пленкой, нанесение 2…3 слоев перхлорвинилового лака и т. п.: монтаж деталей в приспособлениях для завешивания в ванну. Подвеска должна обладать достаточной механической прочностью, обеспечивать надежный электрический контакт с деталью и иметь сечение, соответствующее величине тока. Следующей подготовительной операцией является обезжиривание.
Обезжиривание деталей может быть химическим, электрохимическим и с применением ультразвука.
Химическое обезжиривание Проводят путем протирания поверхности детали кашицей из венской извести (смесь окиси кальция и окиси магния) или отходами карбида кальция от ацетиленового генератора. При электрохимическом обезжиривании деталь помещают в ванну с щелочным раствором, через который пропускают ток. Деталь является катодом, а пластины из малоуглеродистой стали — анодом. Благодаря выделению на поверхности детали пузырьков водорода процесс протекает более интенсивно, чем при химическом обезжиривании. Рекомендуется периодически переключать деталь на анод. Составы электролитов и режимы электрохимического обезжиривания приведены в таблице 5.
Обезжиривание с применением ультразвука проводят в ультразвуковых моечных установках УЗВ-15М, УЗВ-17М, агрегате УЗА-16, используя растворы. После обезжиривания детали промывают в горячей воде и завешивают в ванну.
При подготовке деталей к железнению для удаления окисных пленок, протравливания поверхности детали и создания на ней пассивированных пленок после обезжиривания проводят анодную обработку детали в 30%-ном растворе серной кислоты с добавкой 15 г/л сернокислого алюминия (А18О4). Деталь служит анодом, а стальные или свинцовые пластины — катодом. Обработка длится 4…5 мин при комнатной температуре. Плотность тока 10… 15 А/дм".
Декапирование (травление) Применяют для удаления окисных пленок с поверхности детали. Декапирование часто проводят в тех же ваннах, где происходит основной процесс покрытия. Для этого на 0,5… 1 мин к детали подключают плюс источника тока, а к анодам минус.
После декапирования деталь выдерживают в ванне без тока в течение 0,5..1л, Мин, при этом поверхность детали подвергается травлению электролитом.
2. Выбор вида тока для питания гальванических ванн.
Для питания гальванических ванн применяют постоянный ток и ток
Переменной полярности — реверсивный постоянный ток (полярность меняется по определенной программе) или асимметричный переменный ток (ток в
Катодный полупериод, то есть когда деталь подключена на минус, протекаете дольше, чем в анодный полупериод). Напряжение тока обычно 6… 18 В. I В качестве источников питания постоянного тока используют низковольтные генераторы АНД-500/250, АНД-1000/500, АНД-1500/ 750 (в числителе сила тока при напряжении 6 В, в знаменателе — при напряжении 12 В), селеновые выпрямители типа ВСМР, кремниевые выпрямители типа ВАКГ и др. В качестве источника переменного тока обычно применяют понижающие трансформаторы.
Использование тока переменной полярности позволяет значительно (в 1,5…3 раза) увеличить плотность тока, а значит, и производительность процесса, улучшить структуру и механические свойства покрытий, проводить процесс электролиза при более низких температурах.
При использовании источников постоянного тока реверсирование осуществляется по заданной программе при помощи автоматов типа АРТ-62, АРТ-500 и др. Продолжительность основного катодного периода (минус на детали) обычно принимается в 8… 10 раз больше продолжительности анодного периода (плюс на детали). Асимметричный переменный ток можно получить, включая на каждую фазу тока диоды или тиристоры с независимым регулированием амплитуды прямого и обратного импульсов.
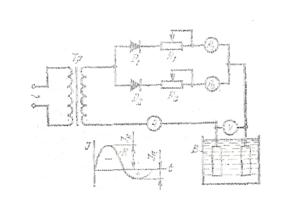
Принципиальная схема установки для электролитического покрытия на переменном асимметричном токе и кривая асимметричного переменного тока изображены на рисунке 2.
После завешивания деталей в ванну силу тока в катодный полупериод устанавливают в 1,2… 1,4 раза больше, чем в анодный, и затем постепенно в течение 10 мин это соотношение доводят до 8… 10.
3. Хромирование. Железнение.
Хромирование. Достоинством хромового покрытия являются твердость, износостойкость, стойкость против коррозии и красивый внешний вид. В то же время процесс хромирования имеет низкий к. п.д. и является дорогостоящим.
Хромирование в хромовокислых электролитах. Электролиты готовят из хромового ангидрида СгОз и серной кислоты Н2SО4, растворяя их в дистиллированной воде. Процесс покрытия происходит с наиболее высоким к. п. д. при соотношении СrОз/H2SO4=100.
Напряжение тока 12… 18 В. Процесс хромирования проходит при нерастворимых анодах из чистого свинца либо сплава свинца с 5% сурьмы. Для облицовки ванн используют свинец, винипласт, эпоксидные смолы. Подогрев ванн осуществляется паром или различными электронагревателями. Отношение площади анодов к площади катодов устанавливают от 1:1 до 2:1. Примечание. При приготовлении холодного саморегулирующегося электролита сначала растворяют половинное количество хромового ангидрида, затем. понемногу вводят, перемешивая, углекислый кальций, сернокислый кобальт и последним остальную часть хромового ангидрида.
Аноды по возможности должны копировать форму детали, обеспечивая равномерное распределение силовых линий по ее поверхности. Выступающие части детали прикрывают свинцовыми экранами, которые отвлекают на себя часть силовых линий и рассредоточивают их у краев детали. Из горячих электролитов наиболее распространен в ремонтной практике универсальный электролит, дающий твердые износостойкие покрытия. Так называемый саморегулирующийся горячий электролит имеет более высокий выход по току, обладает хорошей стабильностью в работе и дает покрытия хорошего качества, но очень агрессивен по отношению к оборудованию. Горячие электролиты имеют малый выход по току, малую скорость наращивания (до 0,10…0,15 мм/ч) и требуют устройства для подогрева. В связи с этим в последнее время все более широкое применение находят холодные электролиты, дающие выход по току до 35%, большую скорость наращивания (до 0,4…0,5 мм/ч), обладающие хорошей стабильностью в работе, хорошей рассеивающей способностью и малой агрессивностью.
Рекомендуемая толщина наращивания при хромировании до 0,7 мму Пористое хромирование. Покрытия из электролитического хрома обладают высокой микротвердостью. Однако хром обладает плохой смачивающей способностью по отношению к маслу, и при недостаточной смазке возможны заедания. Для устранения этого недостатка применяют пористое хромирование. На поверхность детали наносится гладкий блестящий слой хрома. В процессе отложения в покрытиях образуются микротрещины. Затем эту поверхность подвергают анодному травлению; к детали подключают плюс, а к свинцовым пластинам — минус. При этом хром сходит с покрытия неравномерно и главным образом с краев микротрещин, углубляя последние и образуя сеть каналов или точек. Время анодной обработки для получения пористости от 6 до 14 мин. Железнение. Железнение имеет ряд преимуществ перед другими процессами электролитического осаждения металлов, так как применяются дешевые и распространенные материалы, выход по току достигает 80…90%>, твердость покрытия — до 6500 МПа, а также возможно получение осадков толщиной до 1,2 мм. Железнение может проводиться в горячих и холодных электролитах. Наиболее распространены для железнения хлористые электролиты, которые приготавливают травлением стружек из малоуглеродистой стали в соляной кисло-" Те. Например, для приготовления электролита из двухлористого железа (РеС12-4Н20) концентрации 200 г/л необходимо взять 56 г стальных стружек и 188 г соляной кислоты НС1 плотностью 1,20 (39,11%).
Для улучшения качества покрытий в электролит добавляют различные присадки. Хлористый марганец МпС1г увеличивает твердость, мелкозернистость и прочность осадков.
Железнение осуществляют в металлических ваннах, облицованных резиной, асбовинилом, эмалью, либо в неметаллических ваннах из керамики и фиолита.
В качестве анода используют пластины из малоуглеродистой стали. Отношение площади анодов к площади катодов принимается от 1 до 2. В процессе железнения стальные аноды растворяются и на их поверхности образуется шлам в виде темного слоя углерода, серы и других примесей. Для уменьшения загрязнения электролита шламом аноды рекомендуется помещать в чехлы из стеклянной ткани. При работе ванн рекомендуется фильтровать электролит.
После обезжиривания, анодной обработки и промывки в горячей воде детали завешивают в ванну, выдерживают 0,5… 1 мин и начинают проводить электролиз. Начальная плотность тока составляет 10…25% номинальной. Через 15…20 мин плотность тока доводят до установленной. Напряжение тока 12… 18 В.
Снижение температуры электролита при осталивании уменьшает его химическую агрессивность, что упрощает футеровку и корректировку ванн. Значительно упрощаются и удешевляются процессы местного, струйного и проточного железнения, улучшаются условия труда.
Недостатками процесса железнения являются коррозия оборудования, инструмента и высокие требования к подготовке поверхности восстанавливаемой детали и составу электролита.
4. Вневанные процессы электролитического наращивания.
Электролитическое осаждение металла можно также вести вневанными способами.
Струйное электролитическое покрытие. На рисунке 1 показана схема установки для струйного электролитического покрытия шеек вала. Насосом 1 Электролит из бака 4 Подается через насадку 2 На шейку медленно вращающегося вала. Под валом расположена местная ванночка 3. Процесс предпочтительно проводить, используя холодные электролиты и асимметричный переменный ток.
Электролитическое покрытие (осаждение металла) в проточномэлектролите. При этом у покрываемой поверхности создается местная ванна, через которую циркулирует электролит (рис. 2). Расстояние между анодом и покрываемой поверхностью 10…30 мм. Этот способ целесообразно применять при покрытии внутренних поверхностей отверстий корпусов, цилиндров, труб и т. п.
Восстановление деталей электролитическим натиранием.. Принципиальная схема установки изображена на рисунке 3. Деталь 8 Закрепляется и вращается в патроне 1 Токарного станка. С помощью насоса 12 Электролит подается внутрь анодной головки 7, которая прижимается к вращающейся детали. Электролит проходит через отверстия в анодной пластине 6 И непрерывно смачивает тампон 5. Так как деталь служит катодом, а пластина 6 Анодом, то на поверхности детали откладывается слой металла. Смачиваемый электролитом тампон 5 тормозит образование крупных кристаллов, удаляет шлак. Местное (безванное) электролитическое наращивание. Сущность этого способа состоит в том, что на детали в нужном месте с помощью приспособления создают местную ванночку и проводят наращивание (рис. 4). Местное железнение нашло широкое применение для восстановления посадочных отверстий в корпусных деталях.
Отверстие растачивают для удаления следов износа и поверхностного слоя металла, обезжиривают венской известью или карбидным илом, промывают.