Вопросы:
Классификация способов устранения дефектов.
Восстановление и упрочнение деталей пластическим деформированием.
Сварка и наплавка.
Сварочные материалы.
Литература:
Основная:
1. Ремонт машин/ Под ред. Тельнова Н. Ф. — М.: Агропромиздат, 1992 560 с: ил. [с. 96..119]
2. Технология ремонта машин и оборудования. Под общ. ред. И. С. Левитского. Изд.2~е, перераб. и доп. М.: «Колос», 1975. [89..100, 189..204]
Дополнительная:
1. Ремонт машин/O. I. Сщашенко, О. А. Науменко, А. Я. Полюский та iн.;
За ред. 0.1. Сiдашенка, А. Я. Полiського. -К: Урожай, 1994.- 400с. [128..137]
Классификация способов устранения дефектов.
Устранение эффектов в результате изнашивания
1)
2)

3) 
Устранение дефектов, не связанных с изнашиванием
Восстановление цельности материала – сварка, применение полимерных материалов, клей, пайка, слесарно-механическая обработка.
Устранение деформации: пластическая деформация, механическая обработка, применение полимерных материалов.
Восстановление функциональных свойств материалов: термическая и электромагнитная обработка.
Очистка от нагара, накипи, коррозии и т. п.
Восстановление и упрочнение пластическим деформированием
Пластическое деформирование – это свойство металла детали изменять её форму и размеры без разрушения в результате приложения внешней нагрузки.
Объём металла детали остается постоянным, но металл перемещается с её нерабочих участков на участки, подверженные изнашиванию. Деталь деформируют до получения на изношенных участках номинальных размеров с учётом припусков на механическую обработку.
Способность металлов к пластической деформации зависит от их пластических свойств, которые, в свою очередь, зависят от химического состава, структуры, температуры нагрева и скорости деформации. Чистые металлы имеют наибольшею пластичность, которая снижается с введением в их состав легирующих элементов.
Деформация сталей при комнатной температуре приводит к их упрочнению (наклёпу): зёрна металла вытягиваются в направлении деформации, и кристаллографические решетки искажаются. Твёрдость и прочность увеличиваются, а относительное удлинение и ударная вязкость уменьшается. С увеличением деформации упрочнение растёт. Дальнейшая деформация затрудняется, и в момент, когда она становиться совсем не возможной, наступает разрушение металла.
При нагреве повышается пластичность металла, снижается сопротивление деформирования, процесс которого не сопровождается его разрушением. Деформирование деталей из углеродистых сталей рекомендуется проводить при температуре 1250..800°С, из легированных сталей 1150..850°С и из бронзы 850..700°С.
Стальные детали с твёрдостью HRC 25..30, а также детали из цветных сплавов могут подвергаться деформированию в холодном состоянии без предварительной термообработки.
Технологический процесс восстановления деталей пластическим деформированием зависит от материала, конструкции термической обработки изношенной детали, принятого способа нагрева и оборудования.
В зависимости от направления действия внешних сил и требуемого перераспределения металла в ремонтном производстве используют следующие способы деформирования: Правку, осадку, раздачу, обжатие, вытяжку, накатку, электромеханическую обработку, поверхностное пластическое деформирование и др.
Правку применяют при потери деталями своей первоначальной формы в следствии деформации изгиба, скручивания и коробления. Правят коленчатые и распределительные валы, шатуны, балки мостов, детали рам и др.
Правку детали выполняют статическим нагружением и наклёпом.
При правке статическим нагружением (в холодном или нагретом состоянии) с помощью пресса или различных приспособлений к детали прикладывают нагрузку или крутящий момент, совпадающий по направлению с направлением требуемой деформации.
Большинство изделий правят под прессом в холодном состоянии. Что бы получить требуемую остаточную деформацию детали, необходимо приложить к ней усилие, создающее её полную деформацию, в 10..15 раз превышающую остаточную. Усилие для правки валов рассчитывают по формуле:
 (1)
(1)
Где F – стрела прогиба вала при правке, мм (F=10δ; δ – деформация вала до правки, мм);
E — модуль упругости, Н/мм5;
I – осевой момент инерции, мм4;
L – длина вала, мм;
A и B – расстояния от точки приложения усилия до опор, мм.
Нагрузку прикладывают к детали несколько раз в течении 1,5..2 мин для повышения точности деформации.
При Холодной правке в деталях возникают внутренние напряжения, которые при работе восстановленных постепенно снижаются, что приводит к их деформациям и изменению геометрической формы. Например под действием внутренних напряжений непараллельность осей шатунов может в 7..8 раз превышать допустимое значение. Холодная правка также способствует снижению усталостной прочности на 15..20 %.
Для повыШения стабильНости геометрической формы и увеличения усталостной прочности деталь подвергают термической обработке после холодной правке.
Ёе нагревают до температуры 400…500 °С и выдерживают 0.5…ч. Однако это допустимо лишь для деталей (шатуны, балки передних мостов автомобилей и др.), термообработка которых при изготовлении проводилась при температуре не ниже 450..500 °С.
Детали подвергнутые при изготовлении закалке ТВЧ. (коленчатые и распределительные валы и др.), до температуры 450…500 °С нагревать нельзя, так как при этом ухудшаются физикомеханические свойства рабочих поверхностей. Их рекомендуется нагревать до температуры 180.. .200 °С и вы держивать в печи 5..6 ч.
Сущность правки наклепом состоит в том, что при ударах пневматическим молотком с закругленным бойком или ручным молотком со сферическим бойком по поверхности детали создаются напряжения сжатия, которые ее выпрямляют. Размер участков для наклепа и глубину наклепанного слоя определяют опытным путем в зависимости от степени изгиба, формы и размеров детали.
После нанесения ударов сферическим бойком по вогнутой стороне бруска и внутренней стороне щек брусок (рис. 1а) И коленчатый вал (рис. 16) Выправляются и принимают форму, показанную на рисунке пунктирными линиями. Направление ударов изображено стрелками.
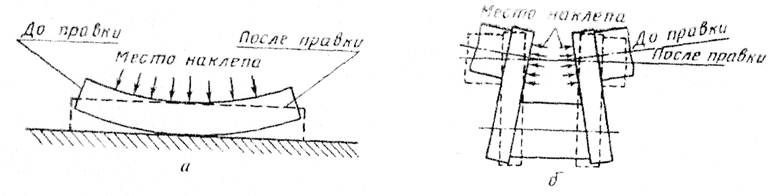
Рис.1. Схема правки наклепом: А — бруска; Б — Коленчатого вала.
Правку с предварительным нагревом проводят при больших деформациях. Деформированные участки нагревают до температуры 800…900 °С. По сравнению с холодной правкой снижается усилие деформирования, и металл деформируется по сечению более равномерно. Однако меняются его структура и механические свойства.
Поэтому после правки детали часто подвергают соответствующей термической и механической обработкам.
Осадка Применяется для уменьшения внутреннего и увеличения наружного диаметра полых и сплошных деталей. Площадь поперечного сечения детали увеличивается, а высота (длина) уменьшается. Направление действующей силы Р Не совпадает с направлением деформации детали (рис. 2а). Требуемое удельное давление:
 (2)
(2)
Где στ — предел текучести материала детали, МПа;
D И H — диаметр и длина детали, мм.
Осадку выполняют нанесением сильных ударов кувалдой или верхним бойком пневматического ковочного молота по детали, установленной на наковальне или нижнем бойке молота перпендикулярно к их рабочим поверхностям.
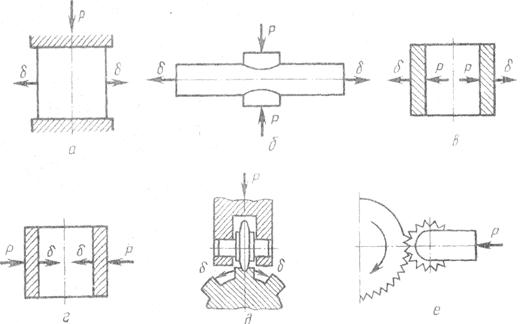
Рис.2. Схемы восстановления деталей пластическим деформированием:
а — Осадка; б — Вытяжка; в — раздача; г — обжатие; д- Вдавливание; е — накатка
Осадкой восстанавливают втулки верхней головки шатунов и шкворней, вилки карданных валов, толкатели двигателей, ступицы ведомых дисков сцепления и др.
Для увеличения площади поперечного сечения детали не по всей длине, а ее средней или концевой части проводят неполную осадку, которая называется Высадкой. В этом случае нагревают только осаживаемую часть. Так наиболее часто восстанавливают шейки валов и осей.
ВЫтяжку и растяжку Используют для увеличения Длины деталей (тяг, штанг, шатунов, рычагов и др.) за счет уменьшения ее поперечного сечения. При вытяжке направление деформирующей силы Р {рис. 2 б) Не совпадает с направлением деформации, а при растяжке — совпадает.
Рабочие Органы почвОобрабатывающих машин (лемеха, культиватор-ные лапы и др.) восстанавливают оттяжкой.
Раздача применяется для увеличения наружных размеров полых деталей за счет увеличения их внутренних размеров. Она характеризуется совпадением направления деформирующей силы Р (рис. 2 в) с Направлением деформации σ. После нее наружный диаметр детали должен быть равен номинальному диаметру с учетом припуска на механическую обработку.
Так восстанавливают поршневые пальцы, посадочные поверхности под подшипники чашек дифференциала, наружные цилиндрические поверхности труб полуосей и др.
В зависимости от износа и пластических свойств металла детали раздают без нагрева или с нагревом. Если деталь закалена или цементирована, то перед Раздачей Ее подвергают отжигу или высокому отпуску. При Холодной раздаче Высота уменьшается не намного, а при Горячей — значительно больше.
Если деталь раздавали в горячем состоянии или перед этим подвергали отжигу или отпуску, то после раздачи ее следует закалить и отпустить, а затем проверить твердость.
Обжатие Применяют для уменьшения внутренних размеров полых деталей за счет уменьшения наружных. Направление действующей силы Р (рис. 2 г) Совпадает с направлением требуемой деформации А.
Обжатием Восстанавливают втулки из цветных металлов, отверстия в проушинах рулевых сошек, рычагах поворотных цапф, зубчатые муфты с изношенными внутренними зубьями, звенья гусениц с изношенными проушинами под пальцы и др.
Такое восстановление проводят под прессом в специальном приспособлении в холодном состоянии или при нагреве деталей.
Вдавливание объединяет в себе одновременно осадку и раздачу, так как деформирующая сила Р (рис. 2 д) Направлена под углом к направлению деформации А. Длина детали не изменяется.
Вдавливанием Ремонтируют изношенные боковые поверхности шлицев, шаровых пальцев, зубьев шестерен, нагревая их в специальных штампах или используя ролики, клинья и др.
Накатка Применяется для увеличения наружного или уменьшения внутреннего диаметра деталей вытеснением металла отдельных участков рабочих поверхностей. Направление деформирующей силы Р (рис. 2 е) Противоположно требуемой деформации σ.
Деталь устанавливают в патроне или центрах токарно-винторезного станка, а оправку с зубчатым роликом — на суппорте станка вместо резца. Восстанавливают детали с твердостью не более НКС 25…30. При большей твердости их необходимо отпустить.
Наиболее часто накатывают роликом с шагом зубьев 1,5… 1,8 мм. Накатку деталей из среднеуглеродистых сталей ведут при скорости 10… 15 м/мин, продольной подаче 0,4… 0,6 мм/об, угле заострения зуба инструмента 60…70 °С и охлаждении машинным маслом.
Необходимо получить поверхность с высокой несущей способностью при минимальном уменьшении площади опорной поверхности. Поднятый металл (гребешок) в поперечном сечении должен иметь форму трапеции, а не треугольника. Высота подъема металла на сторону не должна превышать 0,2 мм, а уменьшение опорной поверхности — 50%.
Этим способом можно восстанавливать посадочные места (подшипников на валах и в корпусных деталях) при небольших на них нагрузках, а также вкладыши перед нанесением антифрикционного слоя или пластмассы. Электромеханическая обработка — разновидность восстановления деталей пластическим деформированием. Деталь устанавливают в центры токарно-винторезного станка, а на суппорте закрепляют твердосплавную пластину 3 (рис. 3). Между деталью 1 И пластиной 3 Пропускают ток силой 300… 500 А И напряжением 1…2 В. В месте их контакта выделяется теплота.
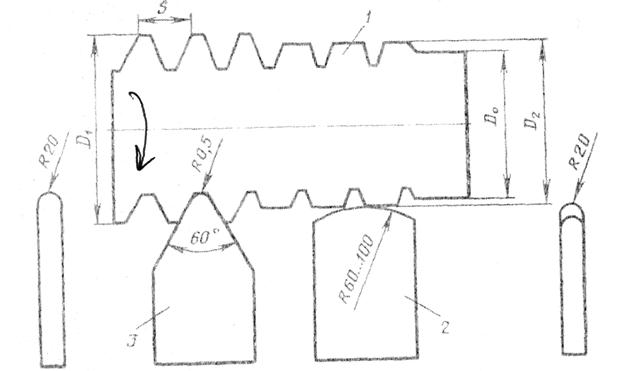
Рис. 3. Схема электромеханического способа восстановления деталей: 1 — Деталь; 2 и 3 — Сглаживающая и высаживающая пластины
При вращении детали и продольной подаче суппорта твердосплавная пластина деформирует нагретый до температуры 800…850 °С металл, в результате чего на поверхности детали образуются винтовая канавка и выпу-ченность. Диаметр детали увеличивается с D0 До D1. После же прохода сглаживающей пластины он уменьшается до D2, Который больше D0.
Упрочнение деталей поверхностным пластическим деформированием
Необходимо при их восстановлении, так как часто снижаются усталостная прочность и износостойкость.
Сущность способа состоит В том, Что под давлением деформирующего элемента микронеровности поверхности детали пластически деформируются (сминаются), заполняя впадины микропрофиля обрабатываемой поверхности.
Исходная высота микронеровностей уменьшается, металл выступов перемещается в обоих направлениях от места контакта с деформирующим элементом, образуется поверхность с новым микропрофилем и высотой неровностей. Исходный диаметр детали уменьшается.
При поверхностном пластическом деформировании повышается твердость поверхностного слоя и в нем создаются благоприятные сжимающие напряжения.
Усталостная прочность деталей увеличивается на 30..70%, а износостойкость — в 1,5… 2 раза, возможно получение поверхности с низкой шероховатостью (RА= 0,04 мкм). \
К наиболее распространенным способам упрочнения деталей относятся: обкатка рабочих поверхностей деталей шариками и роликами, алмазное выглаживание, дробеструйная обработка и чеканка.
Обкатку (раскатку) шариками и роликами Выполняют с помощью специальных приспособлений (накаток или раскаток) на токарно-винторезных или других металлорежущих станках. Особенность процесса обкатки шариками заключается в их самоустанавливаемости относительно обрабатываемой поверхности, что обеспечивает лучшие условия пластического деформирования металла, позволяет работать с меньшим давлением и получать более низкую шероховатость поверхности.
Недостаток шариковых накаток и раскаток по сравнению с роликовыми — низкая производительность. Однако роликовые инструменты допускают проскальзывание ролика по поверхности обрабатываемой детали, что вызывает дополнительный расход энергии, перенаклеп и ухудшение шероховатости поверхности.
Шероховатость поверхности, степень упрочнения, твердость поверхности и производительность обработки накатками и раскатками зависят от режима обработки: усилия и скорости обкатывания (раскатывания), продольной подачи, припуска, числа проходов и др.
Усилие обкатывания (раскатывания) зависит от твердости, пластичности и структуры металла, шероховатости поверхности, конструктивных особенностей детали и инструмента.
Слишком малое давление не обеспечивает полного смятия выступов микронеровностей поверхности. Для получения поверхности с требуемыми свойствами необходимо увеличивать число проходов, что снижает производительность обработки. Слишком большое давление приводит к перенапряжению и разрушению поверхности, деформации детали и снижению срока службы инструмента.
Алмазное выглаживание Позволяет получить поверхность летали с шероховатостью не ниже RА — 0,04…0,08 мкм, повысить твердость на 25…30%, износостойкость на 40…60 и усталостную прочность на 30…60%.
Дробеструйная обработка Служит для упрочнения рессор, пружин, валов, зубчатых колес и сварных швов. Усталостная прочность обработанных деталей повышается на 20… 60% и твердость — до 40%. Дробеструйный наклеп заключатся в пластическом деформировании поверхности детали потоком дроби, летящей со скоростью 30…90 м/с. На поверхности создается наклепанный слой глубиной 0,5…0,7 мм. По способу сообщения дроби кинетической энергии различают"пневматические (дробеструйная обработка) и механические (дробеметная обработка) установки.
Размер и материал дроби выбирают в зависимости от размеров обрабатываемой детали и шероховатости поверхности после обработки. Стальные детали обрабатывают дробью, изготовленной из отбеленного чугуна или из стаЛьной прУжинной проволоки, цветные сплавы — алюминиевой или стальной дробью.
Чеканку выполняют наклепом поверхностей деталей (галтелей коленчатых валов, зубчатых колес и сварных швов) ударами специальных бойко! В поверхностном слое создаются высокие напряжения сжатия. Твердость возрастает на 30…50%.
3. Сварка и наклёпка
Сваркой Называют технологический процесс получения неразъемных соединений твердых металлов посредством установления межатомных связей между свариваемыми деталями при их местном нагреве или пластическом деформировании, идти совместном действии того и другого.
Наплавка Представляет собой процесс нанесения слоя металла на поверхность изделия.
Согласно ГОСТ 19521—74 сварка и наплавка металлов классифицируются по физическим, техническим технологическим признакам
К физическим признакам Относят форму вводимой энергии, наличие давления и вид инструмента как носителя энергии.
В зависимости от вводимой энергии сварочные процессы разделены на три класса: Термический, термомеханический и механический.
К термическому классу относятся такие виды сварки, которые выполняются плавлением с использованием тепловой энергии {дуговая, газовая, высокочастотная, термитная, электрошлаковая, плазменная, электроннолучевая и лазерная); термомеханическому — с применением тепловой энергии и давления {контактная, диффузионная, газопрессовая и взрывом); механическому—с Использованием механической энергии и давления (трением, ультразвуковая и холодная).
К Техническим признакам Относятся способ защиты зоны сварки, непрерывность процесса и степень механизации.
По способу защиты металла сварка бывает: в воздухе, вакууме, защитных газах, под флюсом, в пене и в комбинированной защите. В качестве защитных газов могут использоваться активные газы (углекислый газ, азот, водород, водяной пар и их смеси), инертные газы (аргон, гелий, их смеси) и смеси активных и инертных газов.
По непрерывности процесса различают Непрерывные И Прерывистые Виды"сварки и по степени механизации —Ручные, механизированные и автоматические.
По Технологическим признакам Сварка может быть: дуговая, газовая, термитная, электрошлаковая, плазменная, электронно-лучевая, лазерная, контактная, диффузионная, газопрессовая, ультразвуковая, взрывом, трением
И холодная.
При ремонте машин операции сварки и наплавки по сравнению с другими методами восстановления более распространены, так как они позволяют получать:
— на рабочих поверхностях деталей слой любой толщины и химического состава;
— наплавленный слой с разнообразными свойствами, т. е. высокой твердостью и износостойкостью, антифрикционные, кислотные, жаропрочные и др.
Сварка и наплавка в распределении работ по методам восстановления занимают 70% всего объема. Из 75 марок низкоуглеродистой, легированной и высоколегированной сварочной проволоки, выпускаемой в стране, примерно 35% используется для механизированной сварки, 60%—при изготовлении электродов и только 5% —газовой сварки.
В ремонтных мастерских предприятий 80% деталей и сборочных единиц восстанавливают электродуговой сваркой и 20% —газовой.
Электродуговая сварка и наплавка. Электродуговая сварка относится к сварке плавлением с помощью электрической дуги. Впервые явление электрической дуги было открыто в 1802 г. академиком В. В. Петровым. Если два электрода подключить к источнику тока и в дальнейшем их разъединить, то между ними в газообразной среде возникнет дуговой разряд.
В 1882г. русский инженер Н. Н. Бенардос первым в мире применил эту электрическую дугу для целей плавления и сварки металла угольным электродом. Электрическая дуга горит между угольным электродом и свариваемой деталью. Присадочный материал для заполнения сварочного шва вводится в ванну извне в «виде отдельного прутка.
Сварка угольным электродом имеет небольшое распространение и используется главным образом при сварке тонколистовых материалов (облицовка комбайнов), наплавке твердыми сплавами почворежущих деталей плугов, культиваторов и др.
В 1888 г. русским инженером Н. Г. Славяновым была изобретена электродуговая сварка плавящимся металлическим электродом. Процесс сварки значительно упростился, и. она получила наибольшее применение.
Для получения электросварочной дуги используется постоянный и переменный ток. Так сваривают малоуглеродистые, углеродистые и легированные стали всех марок, чугун, цветные металлы, а также наплавляют твердые сплавы.
Чтобы полностью сплавить свариваемые кромки, когда толщину деталей нельзя проплавить за один проход, нужно выполнить разделку (скос) кромок «в зависимости от их толщины и метода сварки.
Классификация способов дуговой сварки: по степени механизации — ручная, механизированная, автоматизированная и автоматическая; по роду тока — постоянный, переменный и пульсирующий: по состоянию дуги — свободная и сжатая; по числу дуг — однодуговая и многодуговая; по популярности сварочного тока — прямой и обратный; по виду электрода— плавящийся (металлический), неплавящийся (угольный, вольфрамовый
И др.)
Физико-химические процессы при дуговой сварке и наплавке. В процессе сварки металл плавится, образуя сварочную ванну, а затем затвердевает в \ виде сварочного шва. Вместе с тем происходят нежелательные явления (окисление металлов, поглощение азота, выгорание легирующих примесей, объемный и структурные изменения), что приводит к короблению деталей, нарушению их термообработки и снижению прочности и сварочном шве. Эти процессы характерны для всех способов сварки плавлением.
Окисление металла приводит к снижению механических свойств сварочного шва. Поглощение азота вызывает образование нитридов железа, марганца и др., что увеличивает прочность шва, но резко уменьшает ударную вязкость.
В зоне сварки происходят плавление, перенос электродного или присадочного металла, деформирование шва и другие процессы, которые влияют на производительность сварки, потери металла, устойчивость горения дуги и прочие определяющие качество сварки факторы.
4. Сварочные материалы.
Для уменьшения вредного последствия рассмотренных выше явлений сварку ведут различными материалами (сварочной проволокой, прутками и электродами).
Сварочные, проволоки. Стальную сварочную проволоку изготовляют по ГОСТ 2246—70 и разделяют на низкоуглеродистую, легированную и высоколегированную. Всего выпускают 75 марок диаметром 0,3,..12 мм.
Условное обозначение марки проволоки включает: индекс Св —- сварочная и следующих за ним цифр, показывающих содержание углерода в сотых долях процента; буквенное обозначение легирующих элементов.
При содержании последних менее 1 % ставят только букву этого элемента, а если превышает 1% — цифру, указывающую на наличие элемента в целых единицах процента.
Цифра перед Св Обозначает диаметр проволоки, буква А В конце марки низкоуглеродистых и легированных проволок указывает на повышенную чистоту металла по содержанию серы и фосфора. Буквы, стоящие после А Через дефис, указывают: О — омедненная, Э — для изготовления электродов, Ш — полученная из стали, выполненной электрошлаковым переплавом; ВД — выплавленная вакуумно-дуговым переплавом; ВИ — выплавленная в ва-куумно-индукционной печи; Д — холодно деформированная (тянутая); Г— го-рячедеформированная; КР — круглого сечения; БТ — мотки, бухты; КТ — катушки; БР — барабаны. Так, например, 2,5Св08ХЗГ2СМФА-ВИ-Э-О Расшифровывают следующим образом:
диаметр проволоки 2,5 мм, сварочная проволока содержит 0,08% углерода, 3% хрома, 2% марганца, 1% кремния, 1% молибдена, 1% ванадия, повышенно чистая по содержанию серы и фосфора, выплавленная в вакуумно-индукционной печи, предназначенная для изготовления электродов, омедненная.
Электроды делятся на неплавящиеся и плавящиеся. К Неплавящимся Относятся графитовые и вольфрамовые. В качестве присадочного материала используется обычно сварочная проволока.
Плавящиеся Электроды классифицируются по различным признакам и различаются по видам покрытий.
Для сварки и наплавки деталей используют качественные электроды со специальными покрытиями.
Наплавочные электроды обозначают обычно двумя буквами ЭН И цифрами, которые показывают гарантированную твердость наплавленного слоя. Каждому типу соответствует несколько марок, отличающихся видом покрытий и составом обмазок. По ГОСТ 10051—75 установлено 44 типа.